
 English
English русский
русский Español
Español عربى
عربى
YEB series stainless steel diaphragm pressure gauge
Cat:Pressure Gauge
◆ Model:YEB60 YEB100 YEB150◆ Use: This series of instruments are suitable for measuring the low micr...
See Details
Analysis of the causes: Surroundings , Materials,Verification / Human intervention,Verification Rule,Third-party Testing Institution , Use The Machine
Surroundings:
·The pressure difference between the inside and outside of the container.
·The transportation or installation process was subjected to significant external force impacts.
·Damper hole blockage.
Materials:
·Elastic component cracking.
·Defects in the appearance of elastic components.
·Elastic component raw materials have poor inherent performance.
Verification / Human intervention:
·Welding positions during the production process leakage.
·The timing mechanism screw was not tightened, and the pointer was not pressed firmly.
·Improper operation during on-site installation process.
Verification Rule:
·At the initial stage of production, the welding was held under pressure but no aging treatment was carried out afterwards.
·When calibrating the pressure gauge, the required calibration was not carried out.
Third-party Testing Institution:
·Did not handle with care when picking up or putting down.
·The pressure of the detection equipment exceeds the range of the pressure gauge by 15% to 20%.
Machine:
·The use of the equipment causes significant instantaneous pressure increases and decreases.
·The equipment pressure exceeds the range of the pressure gauge.
| No . | The part where problems arise | phenomepological description | Notes | ||||||
| 1 | No aging treatment was carried out after the welding was held under pressure | After the elastic components undergo the welding and pressure retention processes, they need to undergo a period of time for aging to eliminate internal stress. If aging is not carried out, after the adjustment is accurate, after being placed for a period of time, the stress will be eliminated and the pointer position will move downward. As a result, the range indication will decrease, and the negative zero return will occur in the non-limiting dial type meter | Based on whether one's stress manifestations conform to this view | ||||||
| 2 | Not calibrated as required | During the adjustment process, only the connecting rod and the adjusting nut can be adjusted. If the spring tube is moved, it will deform. After deformation, there will be an elastic lag effect. After being placed for a period of time, the pointer position will change and it will no longer return to zero | Have your suppliers implemented strict quality control measures during the production process? | ||||||
| 3 | The pressure difference between the inside and outside of the container | The pointer of the pressure gauge shows an abnormal displacement, resulting in inaccurate indication. This problem becomes more pronounced as the range of the pressure gauge decreases. Due to the lack of understanding by the users, this problem has a higher occurrence probability. After the pressure gauge is completed and the oil plug is installed, a sealed space is formed inside the gauge. At this point, the atmospheric pressure inside the cavity is consistent with the external atmospheric pressure. When the external atmospheric pressure changes, an internal pressure difference is generated, and pressure | In general, when this problem occurs, it indicates that the zeroing pointer displacement is relatively small. | ||||||
| 4 | damping hole is blocked | When the measured medium contains impurities, they will accumulate at the damping hole position. Eventually, it will become clogged, resulting in phenomena such as the pressure gauge not functioning, not returning to zero, and getting stuck. | Can be inspected for air leaks | ||||||
| 5 | The transportation and installation processes are subject to significant external force impacts | Due to external force impact, the internal transmission mechanism will cause displacement, resulting in failure to return to zero. | This phenomenon occurs when the pressure gauge is unpacked or during the installation and debugging process. It does not return to zero and will not occur during the usage stage. | ||||||
| 6 | There is a significant instantaneous increase and decrease in pressure when using the equipment | Significant instantaneous pressure increase and decrease will increase the cumulative amount of residual deformation of the elastic components, shorten the service life of the elastic components, and cause the non-zero phenomenon to occur earlier; this phenomenon will lead to an increase in the outer diameter of the spring tube. | Inspect the faulty parts for measurements, and check whether the dimensions of the unused parts and the drawings have changed. It can be determined based on the actual situation of your own products. | ||||||
| 7 | Using the equipment pressure gauge beyond its measurement range | If the pressure gauge is connected incorrectly, the wrong type is selected, or the equipment pressure is unstable, resulting in excessive pressure, it will cause the spring tube to be permanently deformed, leading to non-zero reading, detachment of the sector teeth, etc. In such cases, the thickness of the spring tube will increase due to excessive pressure, either in size or in outer diameter. | Inspect the faulty component for measurements, compare them with those of the unused parts and the dimensions as per the drawings, and check if the wall thickness of the spring tube has significantly increased.It can be determined based on the actual situation of your own products. | ||||||
| 8 | Welding position leakage | Defects such as incomplete welding, welding cracks, welding inclusions, undercutting, poor fusion, and insufficient soldering all can lead to leakage at the welding position. This may result in inaccurate pressure indication and failure to return to zero. | Disassemble the pressure gauge to check for any leakage points. | ||||||
| 9 | Improper operation during the installation process | When installing and tightening the pressure gauge, use a wrench to turn the handle position of the gauge. Do not forcefully move the gauge head. If the gauge head is tilted, it will cause the dial to tilt as well, resulting in phenomena such as the pointer getting stuck or not returning to zero. | The pressure gauge can be disassembled for inspection to check if the appearance is in good condition. | ||||||
| 10 | The pointer is not pressed tightly | After the adjustment is completed, if the anaerobic glue is not applied during the installation of the pointer or if the pointer is not lightly tapped, during use, especially in an environment with vibration, the pointer may come loose, resulting in inaccurate indication. This problem often occurs among new employees who are not familiar with the operation procedures and its occurrence probability is generally low. | Disassemble the pressure gauge and check if the pointer is securely installed. | ||||||
| 11 | The screws of the movement are not tightened | The screws were not tightened properly. During use, especially in environments with vibrations, the screws would loosen, causing the initial position of the entire transmission mechanism to change, resulting in inaccurate readings or failure to return to zero. This problem often occurs among new employees who are not familiar with the operation procedures and has a relatively low occurrence rate. | Disassemble the pressure gauge and inspect to see if the screws of the movement are securely installed. | ||||||
| 12 | Elastic component cracking | During the operation of the pressure gauge, the spring tube of the gauge cracked, causing the spring tube to deform. As a result, the pressure gauge exhibited phenomena such as the pointer not returning to zero and not functioning properly. | Disassemble the pressure gauge and inspect to see if there are any cracks in the non-elastic components. | ||||||
| 13 | Defects in the appearance of elastic components | During the manufacturing and transportation process of the elastic components, there are significant external scratches on their surfaces, which create stress concentration points. Over time, these points lead to cracks and eventual cracking of the components. | Disassemble and inspect the pressure gauge. Check if the appearance is in good condition, look for any scratches or dents, and check for any cracks in the elastic components. | ||||||
| 14 | The performance of the elastic component is poor. | The elastic components themselves possess characteristics such as elastic aftereffect, elastic lag, and cumulative residual deformation. These characteristics are determined by the material and heat treatment process of the spring tube. As the usage time increases, the elasticity gradually decreases, resulting in indication errors, non-zero return to zero, etc. This is determined by the inherent characteristics of the elastic components and is unavoidable. The occurrence time of this reason depends on the quality of the material. This phenomenon will cause the outer diameter of the spring tube to gradually increase. | Check the measurement of the faulty part, and compare it with the dimensions of the unused part and the drawings to see if there is any increase. It depends on one's own actual situation. | ||||||
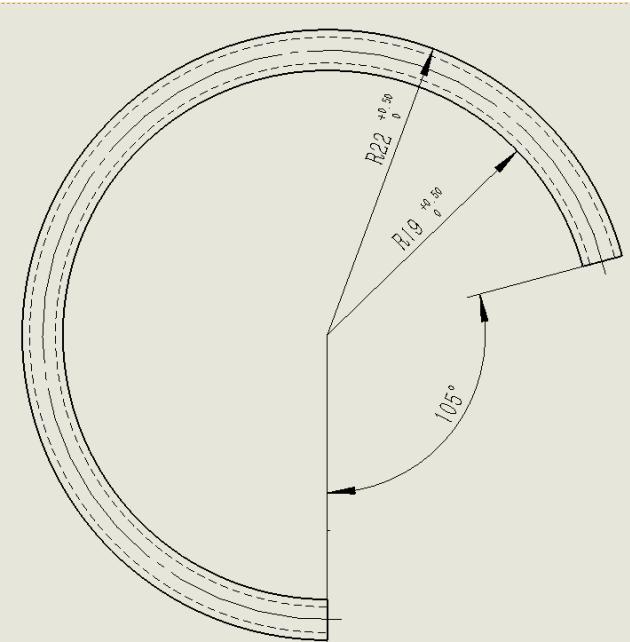
Regarding whether there are any changes in the actual measurement data of the outer diameter and wall thickness of the spring tube, as follows:
Take the Y60 type bourdon tube as an example
The outer diameter of the spring tube is required to be 44mm (0, +1) (as shown in picture 1)
The measured size of the unused product is 44.12mm (as shown in Figure 2),

Let's take the example of the Y60 model pressure gauge where the pointer fails to return to zero. Do you understand now due to the occurrence of overpressure and unstable pressure during use?
The corrective and preventive measures provided by our company are as follows:
Correction:
Return the scrapped welded components of the products, replace the welded components, reinstall and calibrate them, and send them to the supplier for replacement.
Corrective Actions:
1. Our company will inspect the incoming materials for material performance and increase the testing intensity to ensure the stability of the incoming material performance and reduce the defect rate;
2. Maintain good and close effective communication with the responsible persons of the cooperating units. The supplier and the customer should jointly check for non-zero factors and work together to strengthen control to reduce the occurrence of defects.

◆ Model:YEB60 YEB100 YEB150◆ Use: This series of instruments are suitable for measuring the low micr...
See Details
◆ Model: Y¨-ML Y¨-MF Y¨-MG Y¨-MZ Y¨-MK Y¨-MN Y¨-MS◆ Application: Due to the indirect measurement str...
See Details
◆ Model: CYB100 CYB150 ◆ Application: Stainless steel differential pressure gauges is suitable for m...
See Details
◆ Model: YTX100B YTX150B ◆ Uses: Explosion-proof electric contact pressure gauge is specially used i...
See Details
◆ Model: YSZC-8 ◆ Application: This instrument is suitable for precise measurement of liquid level d...
See Details
◆ Model: WSSX-4 ◆ Application: The electric contact bimetal thermometer has the characteristics of n...
See Details
◆ Model: WSSXC-4 ◆ Application: This series of thermometers has the characteristics of no mercury da...
See Details
◆ Model: WSSXCh-4, WSSXCh-5 ◆ Application: This series of thermometers has the characteristics of no...
See Details
◆ Model: WSZC-2 ◆ Overview: The transmitter is composed of advanced circuit module integration techn...
See Details
The Valve remote control and liquid level telemetry system enhances operational efficiency by provid...
See Details


